|
| 
 好品质
好品质  好材料
好材料  好服务
好服务
| 好品质 好材料 好服务

大连鑫毅钢金属表面处理有限公司
联系人:张经理
电话: 0411-39630390
0411-39569620
手机:13795133932
网址:www.dlxyg.com.cn
厂址:大连经济技术开发区生命二路10号
办公:大连市甘井子区泉水P3区
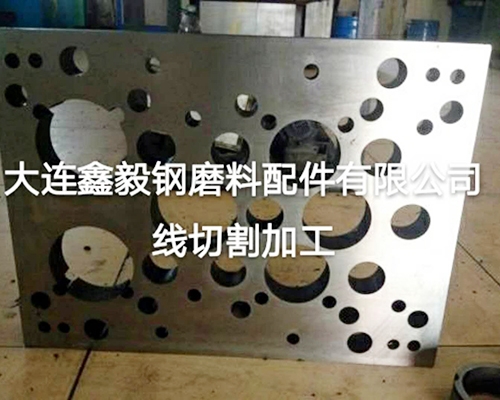
大连快慢线切割加工中造成的线切割短路的原因有材料问题(例如铸铁,铸铁中含有大量沙眼,沙眼不导电会造成加工不顺)、跟踪太快、放电参数设置不正确、以及钼丝与工件的短路。解决办法——小编推荐尽量不要接加工铸件的活,适当放慢跟踪,设置合理的加工参数,时长的会短路的工件就需要更换新水,加点新的线切割液。加工厚料时可以使用水基液这种排屑效果好的液来做活,如速必得线切割乳化膏等。
合理确定冲模间隙。冲模间隙的合理选用,是关系到模具的寿命及冲制件毛刺大小 的关键因素之一。不同材料的冲模间隙一般选择在如下范围: 软的冲裁材料,如紫铜、软铝、半硬铝、胶木板、红纸板、云母片等,凸凹模间隙可选为冲材厚度的10%—15%。
大连快慢线切割加工硬质冲裁材料,如铁皮、钢片、硅钢片等,凸凹模间隙可选为冲裁厚度的15%—20%。 这是一些线切割加工冲裁模的实际经验数据,比国际上流行的大间隙冲模要小一些。因为线切割加工的工件表面有一层组织脆松的熔化层,加工电参数越大,工件表面粗糙度越差,熔化层越厚。随着模具冲次的增加,这层脆松的表面会渐渐磨去,是模具间隙逐渐增大。
合理确定过渡圆半径。为了提高一般冷冲模具的使用寿命,在线线、线圆、远远相交处,特别是小角度的拐角上都应加过渡圆。过渡圆的大小可根据冲裁材料厚度、模具形状和要求寿命及冲制件的技术条件考虑,随着冲制件的曾厚,过渡圆亦可相应增大。一般可在0.1—0.5㎜范围内选用。
电火花线切割加工除具有电火花加工的基本特点外,还有一些其他特点:不需要制造形状复杂的工具电极,就能加工出以直线为母线的任何二维曲面。能切割0.05毫米左右的窄缝。加工中并不把全部多余材料加工成为废屑,提高了能量和材料的利用率。

 在线咨询
在线咨询